
Wir versichern Ihnen, dass wir immer eine hochwertige 24-Kavitäten-Hochgeschwindigkeits-Kappenkompressionsmaschine und einen hochwertigen Service anbieten. Helfen Sie bei der Auswahl der richtigen und qualitativ hochwertigen Produkte, um den Markt zu erobern und den Markt mit qualifizierten Produkten und Dienstleistungen zu öffnen und gegenseitigen Nutzen zu erzielen.
Kürzere Zykluszeit für höhere Produktivität
Weniger Energieverbrauch
Hohe spezifische Dichte
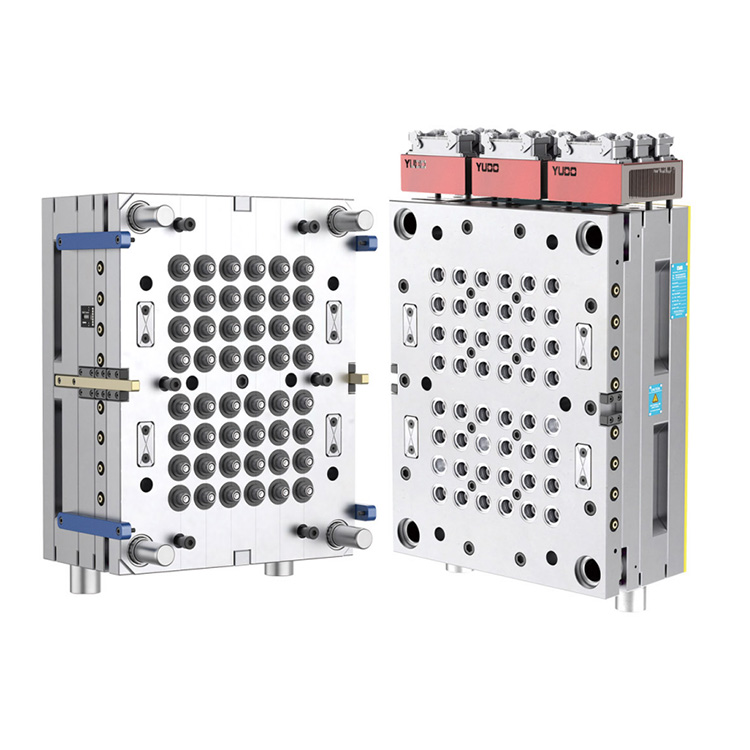
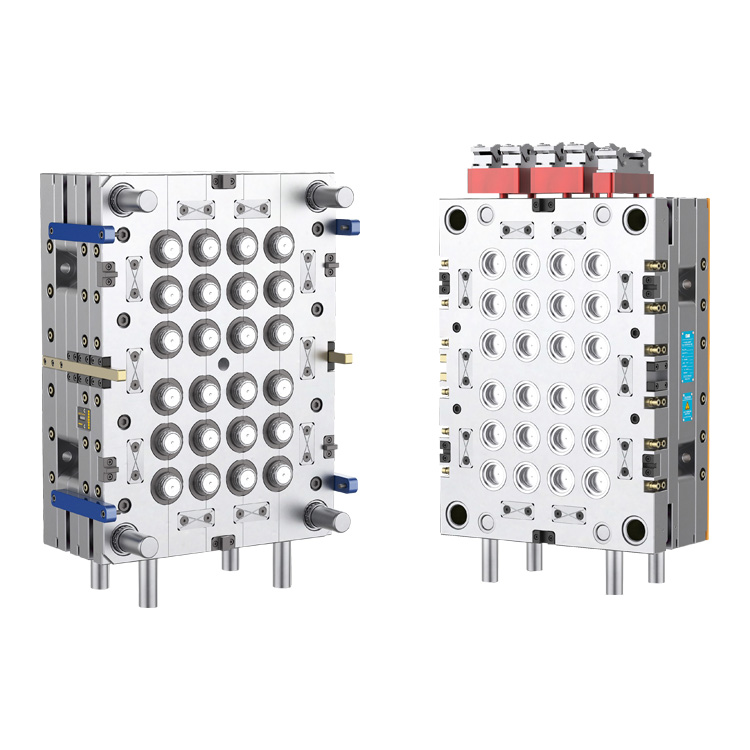
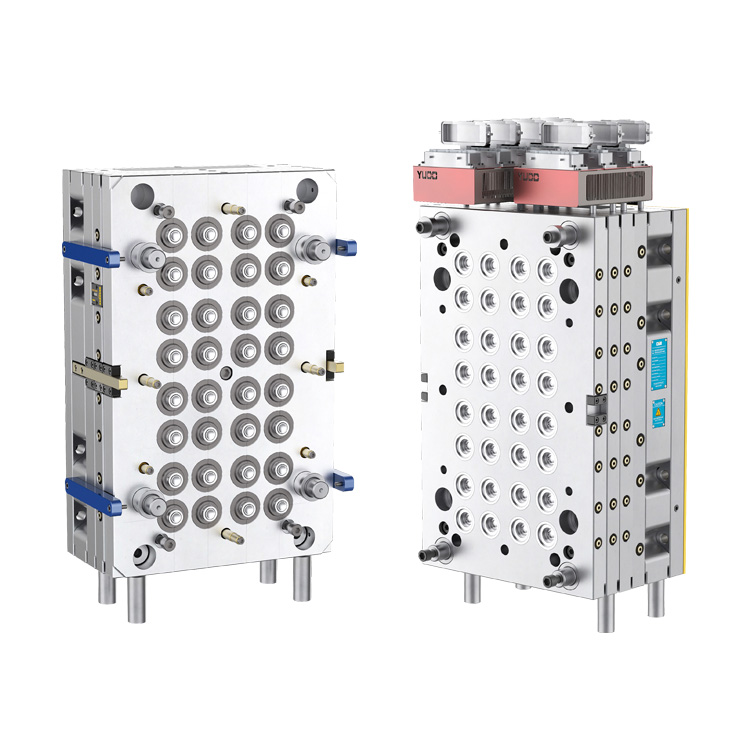
Wartungsfreie Formen, die Jahrzehnte halten
Schneller Farbwechselprozess
Weniger Abfall bedeutet geringere Kosten
Die 24-Kavitäten-Kappenkompressionsmaschine hat die Maschinenleistung bereits stark verbessert. Die Maschinenleistung der 24-Kavitäten-Kappenkompressionsmaschine wurde bereits auf 42000-45000 Stück pro Stunde erhöht. Die Produktion auf derselben Kavitätenmaschine wurde um etwa 90 % gesteigert. Gleichzeitig hat auch das Hydrauliksystem der Maschine große Verbesserungen und Entwicklungen vorgenommen. Die große Erhöhung der Kappenleistung verbessert die Produktionseffizienz erheblich und senkt die Produktionskosten.


| Modell | DRCM-24H |
| Produktionskapazität | 40000-42000/Stunde (29/25MM Kappe) |
| Kappendurchmesser | 20-45mm |
| Kappenhöhe | 10-30mm |
| Kappenmaterial | PP/HDPE/LDPE |
| Formhohlraum Nr. | 24 |
| Leistung | 380 V/PH/50 Hz |
| Installationsleistung | 75KW |
| Luftverbrauch | 1,2 M3/Std., 1,0 MPa |
| Maschinendimension | 4200*2200*2100mm |
| Maschinengewicht | 7,5T |
VERGLEICH MIT SPRITZGUSSMASCHINE
| Artikel | Kappenkompression Formmaschine |
Spritzguss Maschine |
| Anzahl der Kavitäten | 24 | 2*24 |
| Ausgabe | 16800-23400 | 2*6000 |
| Energieverbrauch | 26 | 2*36 (mit Form) |
| Stromverbrauch pro Monat | 18720 | 51840 |
| Strom sparen pro Monat | 33120kw | |
| Kosteneinsparung | 6650 00 $/Monat (bei 0 2 $/kw/h) | |
| Additiv verwenden | Nein | Ja |
| Formtrennmittel verwenden | Nein | Ja |
| Eigenartiger Geruch | Nein | Ja |
| Produktauftritt | Keine Injektionsstelle | Mit Injektionspunkt |
| Abfall | Nein | Ja |
| Personalressource | 1 | 2 oder mehr |
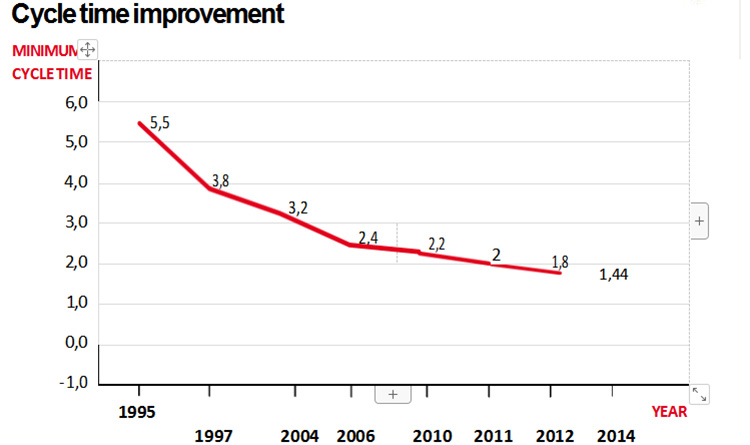
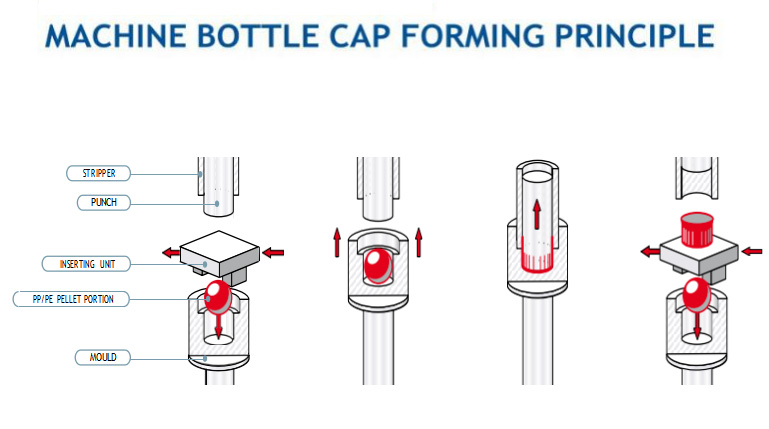
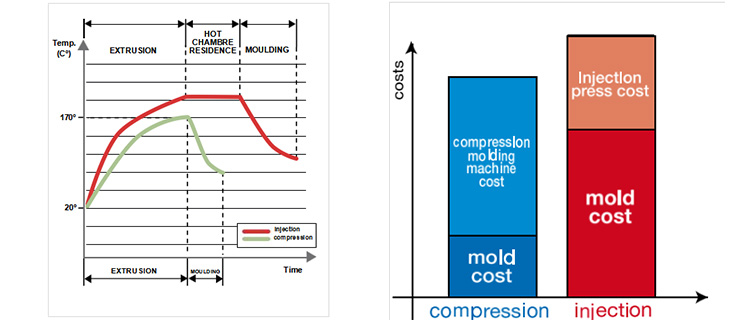
DE KÜRZERE ZYKLUSZEIT und damit höhere Produktivität. Die niedrigere Extrusionstemperatur ermöglicht eine schnellere Abkühlung des Verschlusses im Werkzeug: Das hat verkürzte Zykluszeiten zur Folge, die bei leichten Verschlüssen auf etwa 2 Sekunden gesenkt werden konnten.
WENIGER ENERGIEVERBRAUCH. Niedrigere Extrusionstemperaturen bedeuten, dass weniger Energie benötigt wird, um den Kunststoff auf Extrusionstemperatur zu bringen, und da der Kunststoff kälter ist, wird weniger Energie benötigt, um ihn zu kühlen. Die Gesamtenergieeinsparungen pro produzierter Kappe können bis zu 45 % betragen.
HOHE SPEZIFISCHE DICHTE. Bei gleichem Formdruck ermöglichen niedrigere Temperaturen das Erreichen einer höheren spezifischen Dichte; außerdem fehlt der Anspritzpunkt, der die Kunststoffschmelze zusätzlich belastet. Diese technologische Bedingung sorgt für mechanische Eigenschaften und eine Konsistenz, die beim Spritzgießen nicht erreichbar wären.
KONSISTENZ ist zu einem wichtigen Thema in der Getränkeabfüllung geworden, wo Produktionslinien immer schneller und ausgeklügelter werden und wo verschlussbedingte Anlagenstillstände nicht mehr toleriert werden können.
WARTUNGSFREIE FORMEN, die Jahrzehnte halten. Die vertikale und axiale Bewegung der Pressform sorgt dafür, dass die Form – anders als die durch ihr Eigengewicht belastete Spritzgussform – vor jeder Art von Verschleiß geschützt ist. Compression Molding bedeutet Verschleißfreiheit der Formen über die gesamte Lebensdauer.
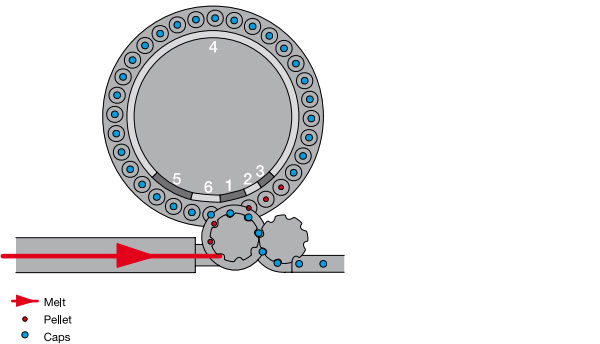
SCHNELLE FARBWECHSEL Diese können schnell durchgeführt werden, ohne dass eine Heißkammer gereinigt werden muss, die beim Verdichtungsprozess fehlt. WENIGER ABFALL geringere Kosten.
| Formmaterial | Hohlraum | DC53, Japan |
| Hohlraumbasis | Berylliumkupfer, USA | |
| Hohlraumsockel | S136 .Schweden | |
| Schraube des Hohlraumsockels | DC53, Japan | |
| Kern | Berylliumkupfer, USA | |
| Thread-Teil | DC53, Japan | |
| Mittlerer Ärmel | DC53, Japan | |
| Entformungshülse | S136 .Schweden | |
| Formhärte | Nach dem Vakuumzünden, der kryogenen Behandlung bei -180 ° C, dem Nitrieren und dann DLC (Diamond-Like Carbon) beträgt die Formhärte etwa 70 Grad. | |
| Art.-Nr. | TEILE FOTOS | TEILEBEZEICHNUNG | MARKE |
| 1 |

|
Berührungssensitiver Bildschirm | SIEMENS (DEUTSCHLAND) |
| 2 |

|
Ersatzteile für Heizsysteme | ZOPPAS |
| 3 |

|
Hauptanschluss für Luft und Wasser | FISTO |
| 4 |

|
Hydrauliksystem | TAIWAN |
| 5 |

|
ÖLPUMPE | Denison (Amerikanisch) |
| 6 |

|
HALBLEITERRELAIS | SIEMENS (DEUTSCHLAND) |
| 7 |

|
LAGER | NSK (JAPAN) |
| 8 |

|
Frequenzumwandlung | SIEMENS (DEUTSCHLAND) |
| 9 |

|
Stromkreisunterbrechung | SIEMENS (DEUTSCHLAND) |
| 10 |

|
SPS | SIEMENS (DEUTSCHLAND) |
| 11 |

|
Anschlussklemme | DEFURO (DEUTSCHLAND) |
| 12 |

|
Entwurfsfächer | ITALIEN |
1. Verbessern Sie das Managementsystem und einen vollständigen Satz fortschrittlicher Produktionsanlagen:
Unsere Fabrik verfügt über die gesamte Produktionsausrüstung für die Verarbeitung von Formen und Maschinenteilen. Daher werden alle Teile in meiner eigenen Fabrik hergestellt und verarbeitet. Sie kann sicherstellen, dass die Teile fertig und präzise sind
2. Die Techniker verfügen über reichhaltige Produktionserfahrung, und der Chef achtet auf Produktentwicklung und Technologieverbesserung
Unser Chef ist der Techniker, der die gesamte Technologie über die Form und die Maschine kennt. Er investiert viel Zeit und Geld, um von der anderen besseren und berühmten Fabrik zu lernen. Er war die ganze Zeit an der Entwicklung der Maschine beteiligt. Er kann die Produktqualität kontrollieren und die Verbesserung aller Produkte sicherstellen.
3. Ein starkes Kundendienstteam garantiert den Kundendienst der Maschine.
Unsere Maschine hat ungefähr 6 Techniker, die speziell für den Kundendienst zuständig sind. Sie fliegen immer zu einem anderen Ort, um den Kundendienst für unsere Maschine durchzuführen. Sie fliegen zum Werk des Käufers, um die Installation und das Training an der laufenden Maschine durchzuführen.
4. Selbstproduzierte Formen der Maschine, um die Passform zwischen Form und Maschine sicherzustellen.
Unsere Fabrik verfügt über mehr als 20 Jahre Erfahrung in der Herstellung von Formen, um die Passung zwischen Maschine und Form sowie die zukünftige Wartung sicherzustellen
5. Gemeinsame Entwicklung von Elektro- und Steuerungssystemen für Maschinen mit Siemens
1. Die Kappenkompressionsmaschine ist eine Ausrüstung, die Spitzentechnologie und langjährige Entwicklung erfordert. Nicht alle Ersatzteile zusammenbauen, dann ist es ok. Das Wichtigste ist das Hydraulikölsystem der Form und das SPS-Steuerungssystem. Ehrlich gesagt nehmen unser Chef und Ingenieur an der Entwicklung des Hydraulikölsystems und der Entwicklung des SPS-Steuerungssystems mit dem Lieferanten teil. Wie unser SPS-Steuerungssystem wird es von unserer F&E-Abteilung und der F&E-Abteilung der SIMENS Company entwickelt. Unser gesamtes Maschinen-SPS-System ist von SIMENS, sogar der Stecker und der Kabelverbinder. Sie können eine andere Fabrik sehen. Im SPS-System stammen alle Ersatzteile von verschiedenen Lieferanten, wie einige Teile von Taiwan Delta, einige Teile von OMRON, einige Teile von SIMENS. Sie verbinden einfach alle Teile miteinander. Denken Sie nicht das ganze Programm der Maschine.
Standardverpackung exportieren
Unser Techniker kann die Fabrik des Käufers sein, um die Maschine zu installieren und zu betreiben. Aber der Käufer sollte alle Kosten für die Reise des Technikers tragen (einschließlich des Flugtickets, der Kosten für die Unterkunft und des Gehalts).
LIEFERDATUM: 55-60 TAGE NACH ERHALT DER ANZAHLUNG.
DER LIEFERHAFEN: NINGBO, CHINA